

Every premium package communicates something before it’s opened. The weight of the box. The resistance of the lid. And — often before either of those — the feel of the surface beneath a fingertip. Embossing and debossing are the finishing techniques behind that moment of first contact: the raised logo that commands attention, the recessed brand mark that rewards close inspection, the subtle texture that signals quality before a word is read.
For brand teams specifying premium folding carton packaging, understanding the difference between the two techniques — and the production decisions each one requires — is what separates a specification that delivers from one that disappoints.
What is embossing in packaging design?
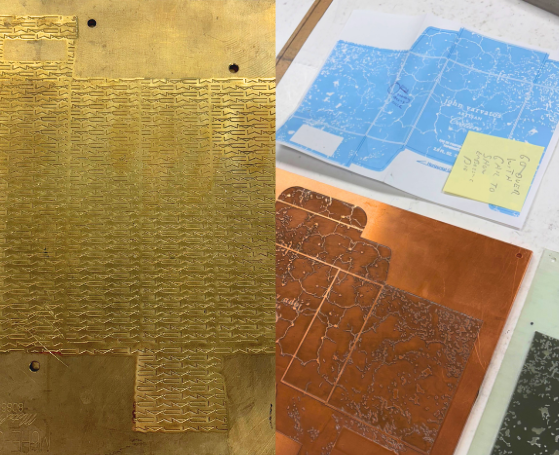
Embossing is a finishing technique that uses a custom metal die and counter-die to press paperboard from beneath, raising selected design elements above the surface to create a three-dimensional, tactile effect. The die is applied under heat and pressure; the result is a raised relief that catches light, creates shadow, and draws a fingertip naturally toward it. On folding carton packaging, embossing adds a physical dimension that print cannot replicate. It communicates craftsmanship and manufacturing care at the moment of first touch.
Types of embossing for folding cartons
Not all embossing is the same. Four techniques are commonly used in folding carton production, each suited to different brand outcomes and production requirements.
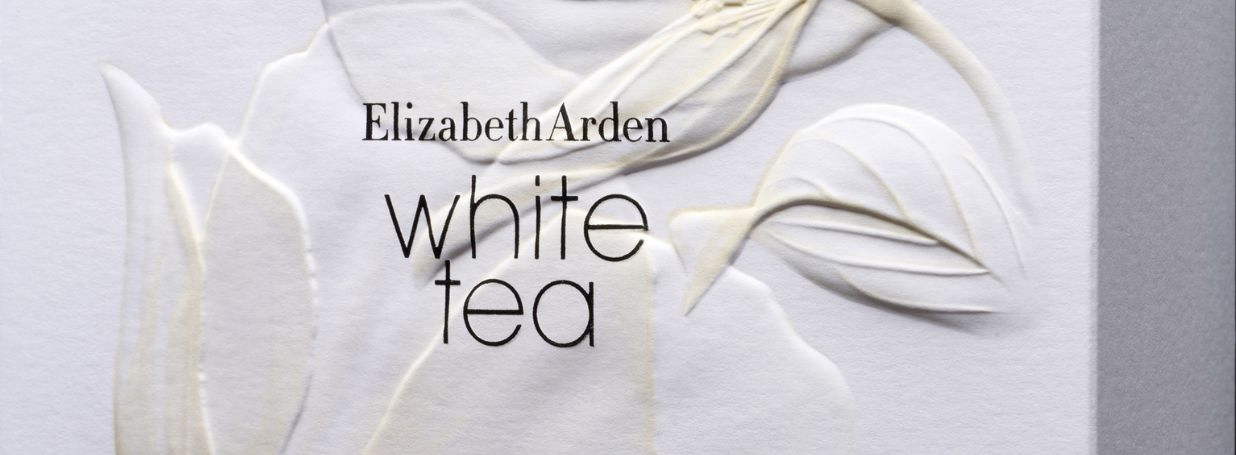
- Blind embossing — applies the relief with no ink, foil, or color. The design reads entirely from the three-dimensional impression and the highlights and shadows it creates. The most tactile, most restrained, and most recyclability-compatible option. Common in prestige personal care, fine fragrance, and spirits packaging where the quality signal is conveyed through touch rather than visual decoration. Performs best on clay-coated SBS board, typically 18pt and above.
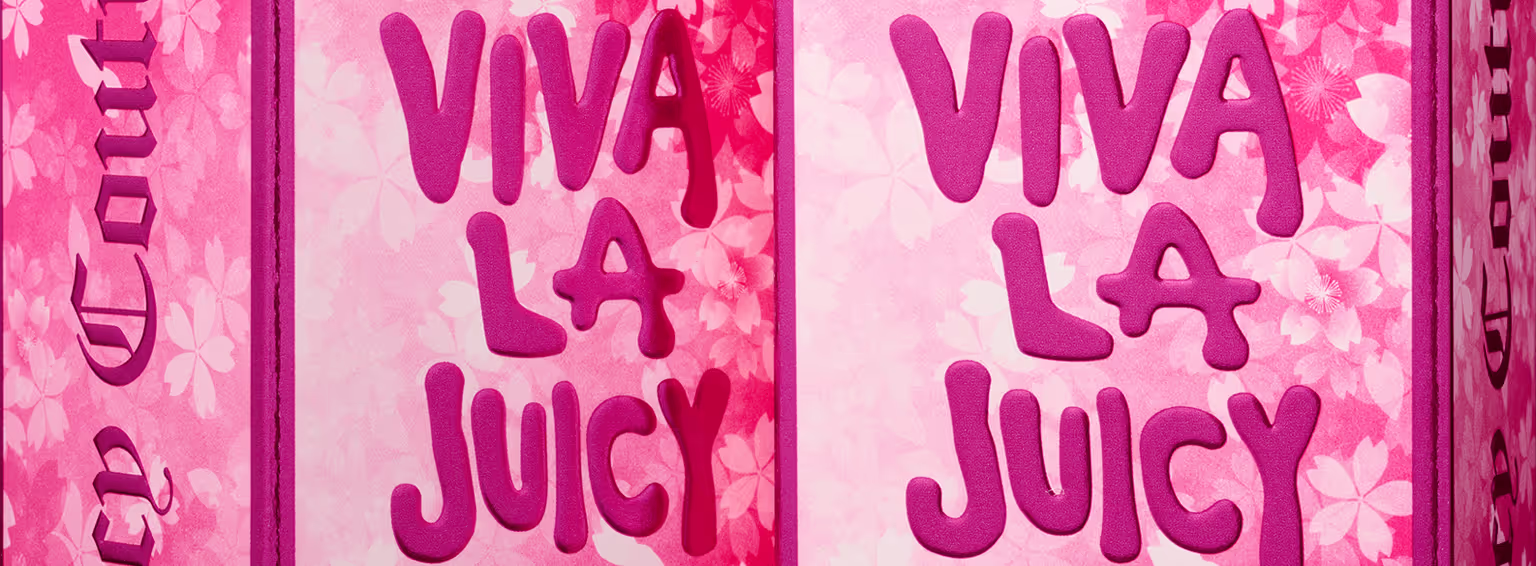
- Foil embossing — combines hot foil stamping and embossing in a single press pass. A metallic, pigment, or holographic foil is applied to the substrate while the die simultaneously forms the raised relief. The foil conforms to the embossed surface, catching light from both the metallic layer and the dimensional geometry. Common in prestige cosmetics, fine fragrance, and spirits outer cartons.
- Registered embossing — the die is aligned to a specific printed or foil element so the raised relief maps precisely to the graphic. Used when a logo, wordmark, or brand seal must be both printed (or foiled) and embossed, with the relief reinforcing the visual position of the design element. Requires precise die registration and close coordination between print and finishing operations.
- Combination embossing — a single die produces both foil transfer and embossed relief simultaneously. More precise than foil-then-emboss in sequence, and the preferred specification for logos with fine type or detailed geometry.
What is debossing in packaging design?
Debossing uses the same matched-die principle as embossing, but with the die orientation reversed. The design is pressed into the surface from above, creating a recessed or sunken impression rather than a raised one. Where embossing projects toward the viewer, debossing recedes into the material — producing depth, shadow, and a quality of restraint that reads as architectural and considered.
On paperboard packaging, debossing communicates understated luxury. It draws attention through shadow and negative space rather than projection. A debossed logo sits below the surrounding surface, its edges defined by the compression of fiber — precise, intentional, quietly confident.
Debossing is common on prestige cosmetics, craft spirits outer cartons, and wellness packaging where the brand’s aesthetic language is minimalist or editorial. It suits uncoated or matte-laminated surfaces particularly well, where the absence of gloss makes the surface relief the primary visual and tactile element.
Embossing vs debossing: key differences
The core distinction is directional: embossing raises design elements above the surface, debossing presses them below it.
Which is better for luxury packaging?
Neither technique is categorically superior. The choice follows the brand’s aesthetic language.
Embossing is the right specification when the brand language is assertive and projecting — when the logo or brand seal should reach toward the consumer, catch light at a distance, and signal premium positioning immediately. Foil embossing and registered embossing are near-standard at prestige price points in fragrance and cosmetics.
Debossing is the right specification when the brand language is restrained, editorial, and architectural — when quality is communicated through precision and depth rather than decoration. Debossing rewards prolonged handling.
When should brands use embossing or debossing?
The finishing choice should follow the brand’s aesthetic language and the environment where the packaging will be encountered.
- Cosmetics and fragrance — the heaviest adopters of both techniques, with foil embossing particularly dominant at prestige price points. Embossed logos and brand seals are near-standard for premium positioning in these categories, where the finishing tier directly reinforces price point perception at retail.
- Spirits brands — typically use combination or registered embossing for secondary packaging: outer cartons for premium whisky, gin, cognac, and champagne. Embossed elements on spirits cartons are expected at prestige price points; they signal the care that went into the liquid inside.
- Personal care brands at the mass-premium tier increasingly use blind embossing as a cost-effective premiumization signal. A blind-embossed brand mark on a matte-laminated carton can shift perceived value without adding the cost of foil or specialty substrate.
- Wellness and lifestyle brands — where the design language skews toward minimalism, natural materials, and restraint — are increasingly specifying debossing as a brand-appropriate alternative to foil or gloss finishes. The absence of metallic decoration can itself be a premium signal when executed on the right substrate.
Can you use both on the same package?
Yes. Embossing and debossing can be combined on a single carton to create layered tactile hierarchy. A common application: a debossed background field — a subtle overall texture, a repeating pattern, or a large-format brand element pressed into the board — combined with an embossed foreground logo or brand seal that projects above it. The contrast between recessed and raised creates depth and visual complexity that neither technique achieves alone.
Substrate and production requirements
Choosing the right paperboard for embossing
SBS (Solid Bleached Sulfate) board is the standard substrate for premium embossed folding cartons, holding 39.13% of the global folding carton market in 2025 (Mordor Intelligence). Three properties make it the preferred choice:
- Uniform fiber formation — enables consistent die impression depth across a run
- Clay-coated surface — releases cleanly from the die and holds crisp detail
- Bright white base — provides the contrast that makes blind embossing legible through highlight and shadow
For most premium cosmetic and personal care cartons, SBS in the 18–24pt range gives reliable blind and registered embossing results. Lighter stocks can hold a shallow impression but risk cracking at score lines under the combination of embossing pressure and fold geometry.
Grain direction matters: embossing parallel to the paper grain minimizes the risk of fiber cracking along fold lines. Flag this to the structural designer before the die specification is finalized.
How embossing interacts with score lines
This is a structural consideration most suppliers don’t raise until something goes wrong.
When an embossing die is positioned near a score line or fold zone, the fiber compression from the die interacts with the weakened zone at the score. The risks:
- Deep relief near panel edges can reduce the board’s ability to fold cleanly
- Embossing pressure near score lines can produce cracking under repeated handling
- A carton can look correct as a flat blank and fail in erection, transit, or on shelf
The solution: emboss zones should be reviewed relative to the carton’s die-line before the die is made — a process Arkay’s production team calls “omitting.” Structural design and finishing have to be in conversation from the start — not reconciled after tooling is already in production.
“We ensure all embossing artwork is properly positioned away from score lines to maintain structural integrity and visual quality. Prior to production, we provide a submission for customer approval to confirm emboss depth and execution. All embossing dies are sourced and secured in advance, ensuring a seamless transition into production.” — Brian Hopkins, VP of Operations, Arkay Packaging
Embossing and foil: why sequence matters
Foil and embossing can be applied as separate operations (foil first, emboss second) or as a single combined operation. The sequence affects the visual outcome:
- Foil-then-emboss (separate passes) — the foil sits on top of the raised relief; edges may show slight foil distortion at the relief boundary. Works for simpler applications where foil coverage is broad and precise edge definition is less critical, with more scheduling flexibility.
- Combination embossing (single pass) — foil is transferred and die relief is formed simultaneously, with the foil conforming precisely to the raised surface as it bonds. Produces a cleaner result and is the better specification for logos with fine type, brand seals, or foiled elements that must align to printed graphics.
Pre-production validation with Paint on Press
Paint on Press is Arkay’s proprietary pre-production process that runs up to 20 variations — including different board, foils, embossing, and debossing combinations — on actual production equipment before a client commits to a full run.
For embossing projects, this means testing emboss depth, foil-to-die registration, and substrate behavior on the same press and paperboard grade that will be used in production. The result is a physical sample set — not a digital render — that shows exactly how the finish will look and feel at scale. Specification decisions made from a physical sample eliminate the most common source of embossing rework: the gap between what was expected and what the substrate and die actually produce together.
Embossing, debossing, and sustainable packaging
For brand teams with recyclability targets or ESG reporting requirements, the finish choice has meaningful implications.
Blind embossing and debossing are the most sustainability-compatible finishing options in the premium packaging toolkit. Both are purely mechanical processes — no foil, ink, adhesive, or barrier coating is added to the board. A blind-embossed SBS folding carton is fully recyclable through standard paper and board recycling streams. The embossed impression does not degrade fiber quality, does not impair pulping, and does not affect recyclability classification.
Foil embossing at low surface coverage (generally below 10–15% of carton surface area) is typically compatible with standard paper recycling because foil fragments are screened out during the pulping process. Full metallic lamination across a carton’s primary surface presents greater recyclability challenges and should be evaluated against the brand’s specific recycling commitments before specification.
For brands choosing between foil and blind embossing as a primary premium signal, the sustainability case for blind embossing is clear — and, increasingly, brands are finding that restraint in the finish palette communicates as much about quality as decoration does.
The finish is a specification, not a decoration
Embossing and debossing reward the brands that treat them as engineering decisions, not just aesthetic ones. The substrate has to support the relief. The die has to be positioned to avoid structural conflicts with the fold geometry. The production sequence — foil before or after, inline or offline, single-pass or multi-pass — has to be engineered from the start.
Done well, both techniques do something that no other finishing option can: they make quality tangible. Not visible. Tangible. That’s the difference between a premium package and one that merely looks the part.
Arkay’s finishing operation — built on a century of embossing experience, G7 Master color certification, and vertically integrated production — treats every emboss and deboss project as a specification problem solved before tooling is ordered.
For brands still in the concept stage, Arkay’s Design Studio in New York offers a hands-on starting point: bring an idea and leave with a physical or printed digital mock-up ready for production the following week — no design team required. Many customers are surprised by how quickly a concept becomes a tangible sample.
If you’re developing packaging that calls for embossing or debossing, contact the Arkay team to start with substrate and die-line before committing to a production run.
Frequently Asked Questions
What is the difference between embossing and debossing?
Embossing raises design elements above the surface of the substrate; debossing presses them below it. Both use a custom metal die applied under heat and pressure, and both are produced on similar paperboard substrates with similar tooling — the direction of the impression is the key distinction. The two techniques can be combined on the same carton to create layered tactile experiences and visual hierarchy.
What is embossing in packaging design?
Embossing is a finishing technique that uses a custom metal die and counter-die to press paperboard from beneath, raising selected design elements above the surface to create a three-dimensional, tactile effect. On folding carton packaging, embossing adds a physical dimension that print alone cannot achieve — it communicates craftsmanship and attention to detail at the point of touch. It performs best on heavier-weight paperboard stocks, typically 18pt and above, that can hold the impression cleanly without cracking at score lines.
Which is better for luxury packaging — embossing or debossing?
Neither is categorically superior — the right choice depends on the brand’s visual identity and how the packaging needs to communicate at retail. Embossing signals boldness, presence, and craftsmanship through projection; it performs well in bright retail environments. Debossing signals restraint, precision, and sophistication through depth; it suits editorial, matte-finish, or minimalist brand contexts. Many premium packaging programs use both: a debossed background texture paired with an embossed primary logo creates a level of tactile complexity that signals genuine manufacturing care.
Can embossing and foil stamping be combined on the same package?
Yes — combining embossing with foil stamping is one of the most widely used premium finishing techniques in folding carton packaging. The process applies a metallic or pigment foil to the substrate while simultaneously pressing the die to create a raised, foiled element in a single pass. The result catches light from two directions — through the metallic foil and through the dimensional relief — and is common for logos and brand seals on cosmetics, spirits, and luxury retail packaging. It requires precise die registration and an experienced finishing operation to execute cleanly at production scale.
What paperboard weight works best for embossing and debossing?
Heavier-weight paperboard — typically 18pt and above — produces the sharpest, most durable embossed and debossed impressions. SBS (Solid Bleached Sulfate) board in the 14–28pt range is the standard for premium cosmetic and personal care cartons due to its fiber density and smooth clay-coated surface, with 28pt as the practical upper limit for most press operations. The substrate needs to hold the relief without cracking along score lines — the combination of embossing pressure and fold geometry puts stress on the fiber at panel edges, which is why lighter stocks require careful structural review before specification.
What is the registration tolerance for embossing and foil stamping?
Precise registration in foil embossing and combination techniques requires die-to-print or die-to-foil alignment within tight tolerances — typically ±0.3mm or better for logos with fine type or brand seals. This is why experienced finishing operations invest in precise die registration systems and pre-production validation before committing to a production run. Misregistration in foil embossing shows immediately: the foil edge and the relief edge separate visually, and the effect reads as imprecise rather than premium.
Is embossing recyclable?
Blind embossing and debossing produce no recyclability concerns — both are purely mechanical processes that add no foil, ink, adhesive, or coating to the board. A blind-embossed SBS folding carton recycles through standard paper and board streams with no additional contamination compared to an unembossed carton. For brands with sustainability commitments, blind embossing on FSC- or SFI-certified paperboard produced in a CarbonNeutral-certified facility is the most recyclability-compatible premium finish available.
Sources
- Mordor Intelligence. Luxury Packaging Market. 2026. mordorintelligence.com
- Coherent Market Insights. Luxury Packaging Market. 2026. coherentmarketinsights.com
- Mordor Intelligence. Folding Carton Packaging Market. 2025. mordorintelligence.com
- AF&PA. Paper Recycling Data. 2024. afandpa.org
.jpg)

